
【干貨】應對汽車翼子板拉深起皺開裂的技術總結【轉發】
2017-07-23 by:CAE仿真在線 來源:互聯網
翼子板是整車車身的關鍵零件,翼子板與側圍、發動機蓋以及前保險杠等外觀零件搭接配合,對外觀、尺寸精度要求高。
對于傳統拉深工藝,由于翼子板前保險杠處拉深臺階深度深,容易造成臺階處減薄率增大,導致后期整形時制件開裂風險增大,容易造成表面質量缺陷,影響制件的外觀。
對于翼子板前保險杠處,為了減少整形量,傳統拉深造型一般選在貼近制件法蘭面。在成形翼子板前保險杠處時需保證制件在拉深和整形過程中不開裂以及后期整形時不會因為側壁拔模角θ大而產生整形多料(拉深造型弧長大于制件弧長,導致整形后有部分板料疊加),如圖1所示。
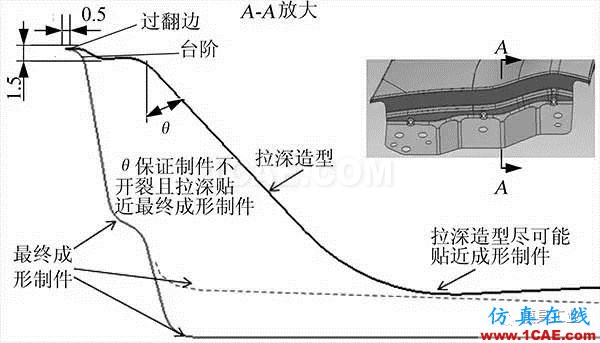
圖1 傳統翼子板前保險杠處拉深成形工藝
傳統方案的問題分析及解決辦法針對傳統翼子板前保險杠處拉深起皺開裂問題,其開裂和起皺原因如下。
(1)開裂原因:①前翼子板保險杠處臺階高度約為25 mm,拉深時臺階處減薄率處于臨界點,導致整形時臺階開裂;②為避免制件整形時積料起皺,拉深造型側壁角度θ取較小值,使得拉深時側壁減薄率增大,制件整形時側壁開裂。
(2)起皺原因:①刀塊與板料最先接觸位置遠離整形分模線,導致中間板料處于自由狀態,難以控制,發生起皺;②為避免整形開裂,增大拉深造型側壁拔模角θ,使得單位截面上拉深造型長度大于制件長度,整形時板料無處可走,形成疊料和起皺。
綜上所述,針對制件的開裂現象采取減小拉深減薄率的方法,采取在A 面外側增加一個淺臺階的方案。針對制件起皺,采用整形刀塊從根部接觸板料且外加壓料板整形,整形后再修邊的方案。拉深成形及后序斷面如圖2所示。
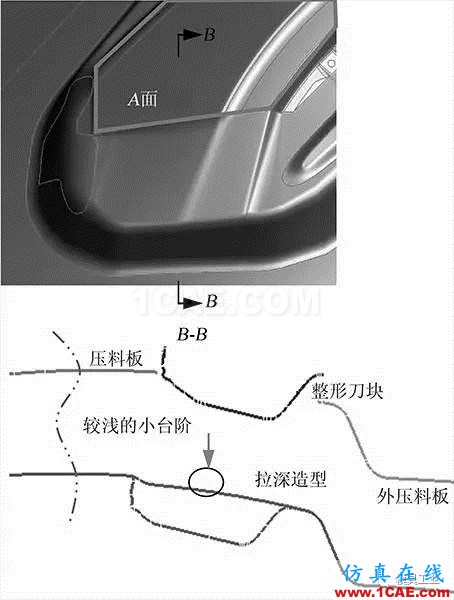
圖2 更改后的翼子板前保險杠處拉深成形工藝
圖3 所示為某品牌車型的翼子板,其前保險杠處A 面起伏較大,采用傳統工藝拉深成形時制件起皺、開裂嚴重,針對這一問題進行翼子板新拉深成形工藝方案研究。
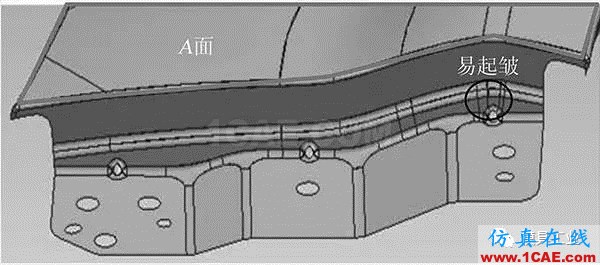
圖3 翼子板前保險杠制件結構
2種方案成形工藝分析
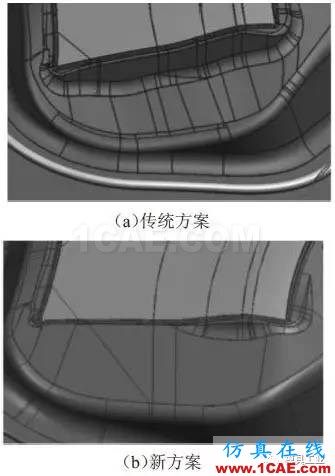
圖4 翼子板前保險杠處拉深成形方案對比
圖4 所示為翼子板的2 種拉深工藝方案。傳統方案:拉深造型臺階深度深,使其更接近制件,但拉深減薄率大;新方案:沿著A面下面設置小臺階,減小拉深減薄率。
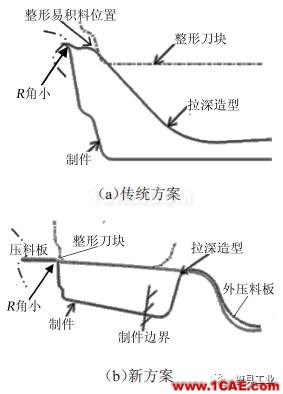
圖5 整形刀塊與板料接觸順序
制件拉深后整形時整形刀塊的接觸順序如圖5所示,從圖5(a)可以看出,傳統方案整形刀塊先接觸拉深側壁,即法蘭部位已貼近制件,但刀塊與制件側壁接觸時,過翻邊和1.5 mm臺階處多出的材料聚集到側壁,增大起皺風險;且因拉深造型深度深,制件R角較小,拉深時減薄率大,整形時拉深成形后的制件強度不足,開裂風險也大幅度增加。圖5(b)新方案中拉深工藝取消工藝臺階,整形積料明顯減少,整形刀塊在制件R角根部接觸,減輕A面R角變形風險;同時由于外側壓料板的存在,板料的進料速度得到有效控制,起皺風險降低;且拉深造型較淺,拉深后前保險杠處減薄率小,能夠保證制件的強度,有效避免整形時制件開裂現象。
2種方案CAE成形過程及結果對比
針對上述理論分析結果,利用AutoForm R3.1分析軟件對上述2 種拉深工藝進行CAE分析驗證,分析結果如下。
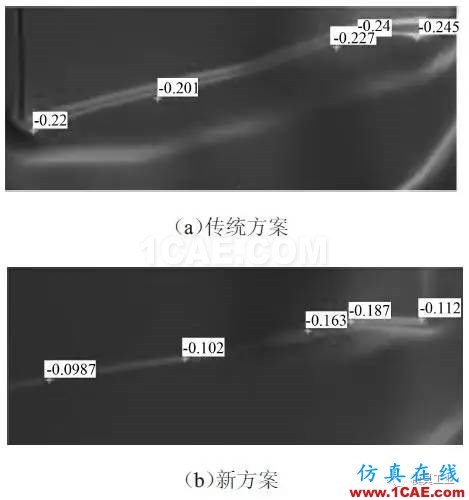
圖6 拉深減薄率CAE分析對比
(1)制件拉深減薄率CAE 分析對比如圖6 所示。從圖6(a)可以看出,傳統方案在拉深結束時制件最大減薄率已經達到0.245,超過翼子板B180H1材質的極限減薄率0.22,整形時極易發生開裂。如圖6(b)所示,新方案拉深結束時制件最大減薄率為0.187,小于B180H1 材質極限減薄率0.22,整形時無開裂風險。
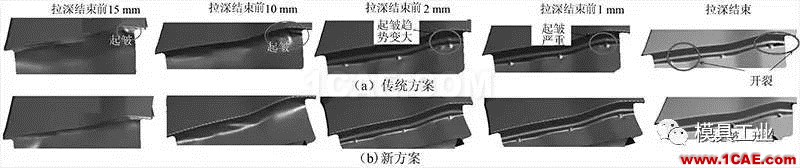
圖7 拉深起皺CAE分析對比
(2)制件拉深CAE起皺分析結果對比如圖7 所示。從圖7(a)可知傳統方案中,拉深結束前15 mm就存在起皺現象,起皺主要存在于制件的圓角半徑較小處,并且越接近拉深結束時起皺現象越明顯,起皺現象的存在有可能引起開裂風險。新方案改進后制件的起皺現象得到明顯改善,直至拉深結束,制件均不存在起皺現象,制件的拉深成形質量提高,如圖7(b)所示。
新成形工藝生產驗證
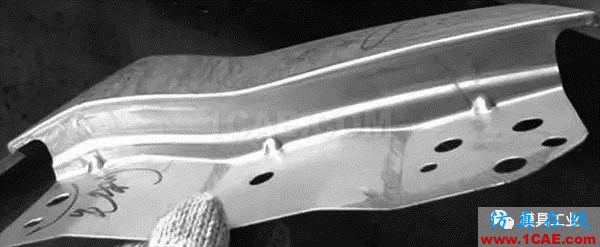
圖8 現場制件狀態
根據前期理論分析和CAE驗證,對翼子板進行生產驗證。如圖8 所示為最終成形的翼子板,通過外觀燈光和油石檢查,制件成形質量良好,無起皺開裂現象,制件與前保險杠的調試時間縮短,提高了企業的生產效率。
來源:模具工業
版權歸原作者,如有標錯,聯系我們改正
相關標簽搜索:【干貨】應對汽車翼子板拉深起皺開裂的技術總結【轉發】 Autoform分析培訓班 Autoform汽車模具仿真 Autoform視頻教程 Autoform資料下載 在線軟件培訓 汽車鈑金代做 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 有限元培訓 Solidworks培訓




