
基于AutoForm分析零件成形時沖擊線的控制方法【轉發】
2019-04-25 by:CAE仿真在線 來源:互聯網
對于汽車外覆蓋件,其外觀質量尤為重要。外觀零件的質量缺陷如沖擊線、滑移線等,在涂裝工藝后,肉眼觀察清晰可見,嚴重影響零件的外觀質量。對于車身A面零件,通常會在沖壓工藝方案制訂前期重點考察,通過多項CAE評判指標對沖擊線進行評價,使其減輕或留在非外觀面區域。否則,后期對拉深模進行大范圍整改會造成大量人力、物力的浪費。
現針對某車身B面零件的表面質量缺陷進行整改,因前期未對側圍外板與舉升門搭接區域的B面流水槽處零件進行成形分析,工藝方案設計階段也未進行沖擊線考量,導致成形零件不能滿足要求。以下在保留原拉深模的基礎上對其結構進行局部改進使其達到質量要求,整改過程具有很大的局限性和挑戰性。
//沖擊線//1
沖擊線產生原因沖擊線是在拉深成形過程中,板料與凹模或拉深筋接觸時,由于凹模圓角局部應力集中,在材料表面產生局部硬化從而形成沖擊痕跡。在零件的后續成形過程中,這些沖壓的帶狀痕跡會隨著材料的流動而移動,最終在板件上形成帶狀撕裂。
2
沖擊線的類型沖擊線產生的形式及分類較多,總體上可分為一次沖擊線和二次沖擊線。一次沖擊線是凹模入模圓角在板料上產生的沖擊線,如圖1所示。
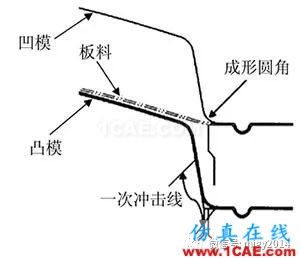
圖1 一次沖擊線產生
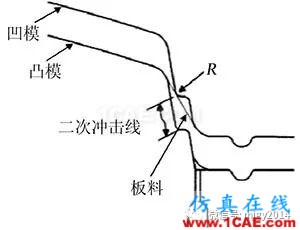
圖2 二次沖擊線產生
二次沖擊線是由非凹模入模圓角上的凸模產生的沖擊線,一般是由于零件自身的特征R角產生,如圖2所示。
3
沖擊線質量問題的解決思路通常情況下,沖擊線的產生是不可避免的,通過實際經驗,沖擊線的解決思路主要有2個方面:①通過減小凹模圓角的表面接觸應力,從根本上避免沖擊線的產生;②通過降低壓料面的形狀或增加1個二級臺階,以減少沖擊線過多的流入外觀面。
//AutoForm軟件的沖擊線判斷方法//1
投影測量法首先,在AutoFormR7版本的Evaluation選項卡中,選取SkidLines評價,再通過AddToolLine選取凹模工具體上成形圓角的點,軟件會自動生成模具的標記線,最后點擊Apply生成沖擊線產生的區域。
通過此方法可明確標記出凹模圓角或凹模圓角在板料上流過的區域,基本可以確定沖擊線產生的范圍。但并不是凹模成形圓角所流過的區域都會產生沖擊線,需要考慮材料表面的最大接觸應力,并結合其他參數進行判斷。
2
最大接觸應力及反彎曲應變最大接觸應力反映了在整個成形過程中,凹模圓角或凸模圓角加載在板料上的最大法向接觸應力,如圖3所示。接觸應力過大會導致板件開裂,也可能導致劃傷,即沖擊線,影響零件的表面質量。
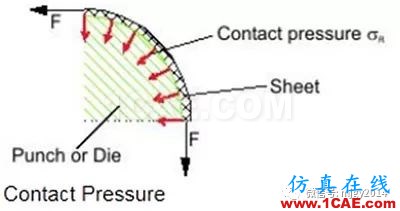
圖3 最大接觸應力示意圖
最大接觸應力的默認值為40MPa,通過默認值可以查看沖擊線產生的區域范圍,在此變量的顯示下,凸模圓角產生的最大接觸應力也會顯示在板件上,但因其未滑過圓角且在反面,不會產生沖擊線。
反彎曲應變是成形過程中曲率的減小,其值是成形過程中最大曲率減去當前曲率,再乘以料厚的一半,即反彎曲應變=(最大曲率-當前曲率)×料厚/2,只要曲率一直保持增長,其反彎曲應變為0,一旦曲率減小,反彎曲應變將會顯示出相應的差值。
反彎曲應變為無單位參數,通過軟件在結果設置中勾選,在CAE結果中查看,其默認上限值為0.05,超過0.05可以看到沖擊線流過的區域。
//應用實例//1
沖擊線問題工藝方案設計前期未對工藝方案中的沖擊線進行管控及評估,如圖4所示,零件深色區域為整車外觀的B面,即舉升門開啟后的外觀可見面。流水槽零件如圖5所示,材質為CR340,料厚0.75mm。

圖4 流水槽所處的外觀區域
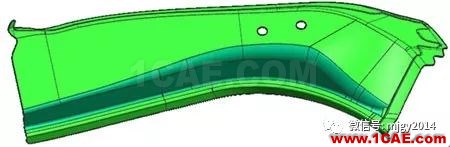
圖5 流水槽零件
零件的整體成形工藝方案為:①拉深、切邊;②沖孔;③翻邊;④翻邊側切邊、側沖孔;⑤側翻邊、沖孔。其中外觀面底部圓角R3.75mm為一次成形,工序①未放大R角,但此R角在后工序仍有壓料器進行整形。
沖擊線產生的根本原因是:凹模圓角與板料的表面接觸應力過大,在材料表面產生的亮痕隨著拉深深度的增加,沖擊線流入外觀面。
2
零件的沖擊線與CAE的對比分析圖6所示為產生沖擊線的零件,肉眼在自然光下觀察可見局部區域存在沖擊線缺陷,無法滿足外觀質量需求。

圖6 現場零件沖擊線
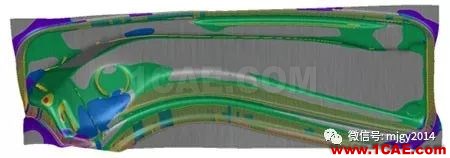
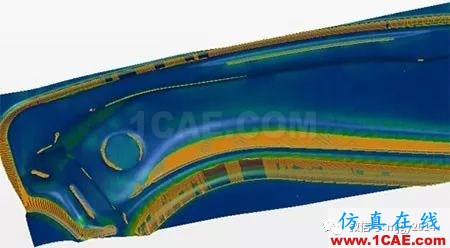
圖7 投影測量法顯示的沖擊線
圖7所示為流水槽出現質量問題CAE源文件,采用投影凹模測量法,可明顯看出沖擊線流入外觀面的區域。
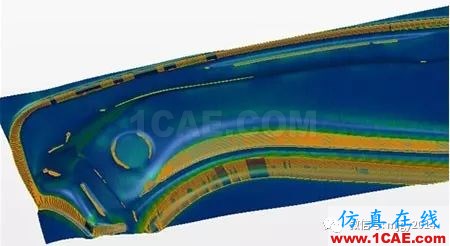
通過調整反彎曲應變參數,由于成形過程中零件成形表面曲率的減小,可明顯看到沖擊線產生的區域,如圖8所示。

圖8 反彎曲應變變量下顯示的沖擊線
通過調整最大接觸應力變量,可明顯看到沖擊線產生的區域與上述一致。由此可知,利用AutoForm軟件在工藝方案設計前期進行分析可準確預測沖擊線產生的結果,可為后期模具零件型面的整改提供可靠依據。
3
沖擊線問題的整改思路根據上述分析,避免沖擊線產生的解決方案:①減緩或不讓其產生;②讓沖擊線避免流入外觀面。
01采用第1種方案并用CAE軟件進行整改方案的輔助設計驗證。
第一步:將產生沖擊線的R角在工序①成形圓角放大,由R3.75mm改為R5mm,放大圓角局部的最大接觸應力面積大幅縮小,反彎曲應變也減小。由此可知,放大成形圓角對減小沖擊線具有明顯的改善作用。
第二步:采用投影凹模測量法,檢驗成形圓角流過的范圍。由圖9對比可知材料流過成形圓角的范圍一致。
(a)R角放大后
(b)R角放大前
圖9 成形圓角流過的范圍
綜合CAE仿真結果的對比可知,放大局部成形圓角能有效減少沖擊線的產生,同時流過成形圓角的材料范圍沒有變化。

圖10 放大成形圓角后的零件
凹模成形圓角通過機械加工放大成形圓角至R5mm后進行現場試模,如圖10所示,能減少部分沖擊線流入零件B面,但仍在尾部有部分沖擊線存在,需持續優化。
02采用第2種方案,采取減小沖擊線一側的材料流入即減少流過成形R角的材料,同樣采用CAE軟件進行先期整改方案的輔助設計,在AutoForm軟件中創建并增加一條實體筋同時放大成形圓角至R6mm。根據CAE結果可知產生的最大接觸應力基本控制在圓角范圍內,且反彎曲應變值也在可接受范圍內。
最終具體方案實施

圖11 整改前后的零件對比
凹模成形圓角放大至R5mm,同時壓邊圈通過機械加工、燒焊、增加一條拉深筋后,保證了沖擊線留在非外觀面的區域,整改前后的零件對比如圖11所示。

▍內容來源:《模具工業》2018年第12期
▍原文作者:祝林,鄭德兵
▍作者單位:泛亞汽車技術中心有限公司
相關標簽搜索:基于AutoForm分析零件成形時沖擊線的控制方法【轉發】 Autoform分析培訓班 Autoform汽車模具仿真 Autoform視頻教程 Autoform資料下載 在線軟件培訓 汽車鈑金代做 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 有限元培訓 Solidworks培訓




