
注塑模具排氣槽的設計教程
2017-04-11 by:CAE仿真在線 來源:互聯網
一、為什么需要開排氣
注塑過程中,熔融狀態(tài)的塑料進入模具型腔的時候需要一瞬間排凈型腔內的空氣,其中包括型腔和澆注系統(tǒng)中存在的空氣、塑料原料含有的水分在高溫下蒸發(fā)而產生的水蒸氣、高溫下塑料分解產生的氣體、塑料中某些添加劑揮發(fā)或發(fā)生化學反應所產生的氣體等幾部分。合理地開設排氣槽,可以大大降低注射壓力、注射時間、保壓時間和鎖模壓力等參數,從而提高生產效率,降低生產成本,降低機器的能量消耗。
二、排氣不良對產品的影響
燒焦:型腔內的空氣被壓縮立刻達到高溫,產品與高溫空氣接觸的部分會產生局部碳化和燒焦。
填充不足:在注塑過程中,氣體如果不能及時排出,則會出現填充困難,俗稱啤不滿。
溢料:排氣不充分時,通常會提高注射壓力,這樣鎖模方向的力就會增大,容易造成溢料。
銀紋、熔接痕:氣體排出不順暢,使得熔融塑料進入型腔各個部位的速度不同,容易形成流動痕和熔合痕。
氣泡:由于排氣不良導致氣泡的產生,透明材料特別明顯。
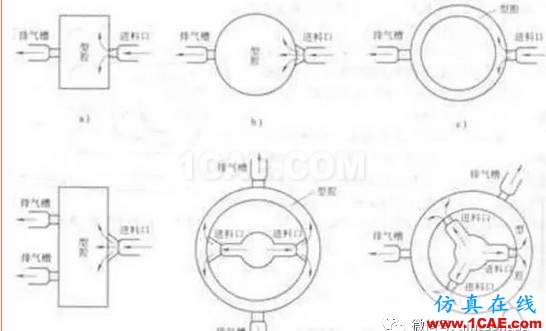
三、進膠和排氣的關系
四、排氣的加工方法
異型的分型面采用CNC加工,平面的直接用普通鑼床或者磨床加工,最后才采用EDM的方式加工。模具大師微信:1828765339總的來說排氣分為封膠位的排氣槽和避空引氣槽,封膠位的長度和寬度比較靈活,具體問題具體分析,高度就以不超過塑料溢邊值為準,數據可以從各種設計標準中塑膠材料篇得知,理論上排氣槽盡量開在前模,具體情況具體分析。
五、排氣的各種類型
1、模胚
導套與尼龍扣的排氣,很多資料都有,不再敘述。
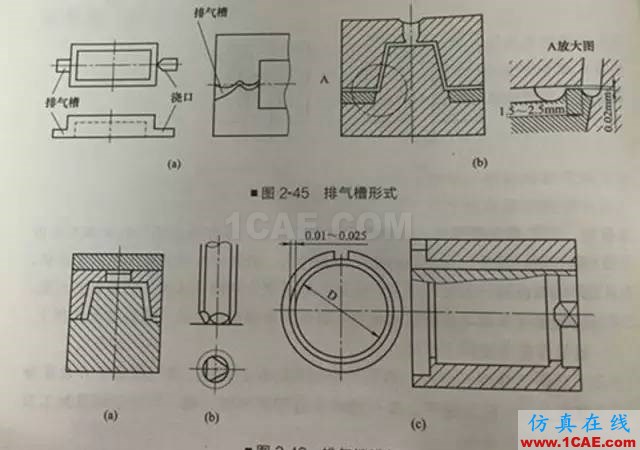
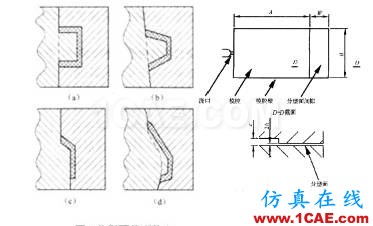
2、分型面排氣
平面和斜面的分型面大都采用條狀的方法排氣,弧面的分型面采用沿外形留出足夠的封膠位后避空開排氣,網狀是對排氣要求比較高、而溢邊值比較嚴的情況下使用,一般用1MM左右的砂輪切0.003-0.005MM的深度,不做避空,如下圖:
3、行位排氣
一般在鑲拼式的行位上把行位鑲件拆下來單獨開排氣,暫時沒能找到合適的圖。
4、鑲件鑲針排氣
產品上深骨位、柱位處,經常采用鑲件或鑲針的方式,既方便排氣又方便加工。
還有一種單純用來排氣的鑲件,一般憑經驗做,或者試模后再增加的排氣鑲件。
5、大碰穿面排氣
為了方便飛模,大碰穿面留下足夠的封膠位后需要做避空,避空處再加工一個孔,又增加了排氣的作用。
6、頂針排氣
利用頂針司筒的配合間隙可以實現排氣,深骨位或柱位如果不做鑲件,可以做頂針或司筒排氣。
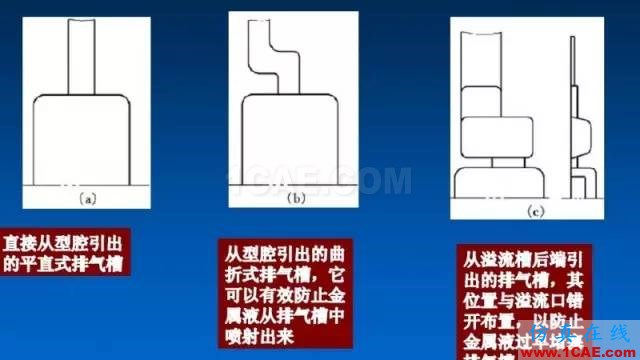
7、流道排氣
流道或分流道末端也需要做排氣。
8、拼鑲結構排氣
大模分成多塊鑲拼,既方便加工又方便排氣。精密模具做全鑲拼式結構,排氣效果也非常好。
9、又叫排氣鋼、疏氣鋼,有可以直接做鑲件的透氣鋼,也有圓形各種規(guī)格的透氣鋼。
10、垃圾位排氣
在塑料熔體匯合處的外側,做一個垃圾位,既方便頂出、消除熔接痕,也方便排氣。
細節(jié)決定成敗,我們無論做模具還是在生活中做事,一定要細心。
相關標簽搜索:注塑模具排氣槽的設計教程 ug nx培訓課程 UG培訓 ug模具培訓 ug視頻教程 ug設計教程 ug軟件下載 UG-autoform-dynaform仿真一體化 ug在模具建筑室內設計工業(yè)設計的應用 UG代做 UG基礎知識 Fluent、CFX流體分析 HFSS電磁分析




