
運用UG NX設計壓鑄模具
2016-11-09 by:CAE仿真在線 來源:互聯網
0 引 言
模具是用來成型產品的工具,這種工具由各種零件構成,不同的模具由不同的零件構成。 它主要通過改變所成型材料的物理狀態來實現物品外形的加工,正是有了模具才使得大規模工業化生產成為現實,模具素有 “工業之母” 的稱號。工業領域內常用的模具種類有注塑模具、吹塑模具、 擠出模具、 沖壓模具、 壓鑄模具、 鍛壓模具等,其中注塑模具、吹塑模具、擠出模具主要加工非金屬材料,沖壓模具、 壓鑄模具、 鍛壓模具主要加工金屬材料。
得益于計算機技術和軟件行業的發展,目前模具設計多采用計算機輔助設計來完成,行業內比較流行的設計軟件有UG、 Pro/E、 CATIA、 AutoCAD等。雖然各種模具 都有其工藝特性,但不同的模具種類之間也是有很多共性的,在設計中可以互相借鑒設計經驗。UG軟件為模具設計技術人員開發了針對注塑模具設計的Mold Wizard模 塊和針對沖壓模具設計的Progressive Die Wizard模塊,但對于其他種類的模具則沒有對應的模塊。鑒于壓鑄模具和注塑模具的成型原理類似,我們可以嘗試用UG軟件現 有的功能實現壓鑄模具設計。
1 壓鑄模具與注塑模具的異同
1.1 壓鑄模具與注塑模具相同之處
1)成型原理。壓鑄模具與注塑模具成型原理類似,都是將液態材料注入模具,待材料冷卻凝固后即得到所需形狀的產品。 由于熱脹冷縮的作用,因此在模具設計中都 需要考慮材料收縮率和脫模斜度的問題,壓鑄模具的收縮率和脫模斜度比注塑模具都要大一些。
2 )基本結構。壓鑄模具與注塑模具的基本結構相同,都需要設計型腔、 型芯、 脫模機構、 冷卻系統、 流道、 模具等。
1.2 壓鑄模具與注塑模具不同之處
1 )溢渣槽。壓鑄模具需要設計溢渣槽,而注塑模具沒有此結構。由于液態金屬的流動性比液態塑料要差很多,在模具型腔中液態金屬流的前端冷料和后續到達的金屬融合困難,容易形成熔接痕缺陷,因此在壓鑄模具中要設計溢渣槽用來存放液態金屬流的前端冷料。溢渣槽一般在澆口正對面一側設計較多,其他方向也要有,但數量可酌情減少。
2)排氣孔。壓鑄模具需要單獨開設排氣孔,而注塑模具一般利用裝配間隙排氣不必單獨開設排氣孔。液態金屬比液態塑料流動性要差,一旦卷入空氣很難排出,容易 形成氣孔缺陷,因此壓鑄模具必須設計排氣孔。
3)脫模機構。壓鑄模具與注塑模具都需要設計脫模機構,這種機構是幫助產品從模具上脫離的,一般設計在型芯所在的區域內。壓鑄模具不光需要在型芯區域內設 計脫模機構,在溢渣槽、 流道上內也要脫模機構。
4)流道和澆口。流道和澆口屬于模具的澆注系統,它們將液態材料導入模具型腔內。注塑模具流道一般采用球形流道和梯形流道,澆口種類也比較多,諸如側澆口、 點澆口、 潛伏式澆口等。鑒于金屬的流動性比較差,壓鑄模具的流道只采用底面是平面的梯形流道,澆口也只能用側澆口。
5)冷卻系統。注塑模具的冷卻系統一般可以布置為直流式、 環繞式和冷卻井式,這些冷卻水道的布置形式同樣適用于壓鑄模具,不同的是壓鑄模具需要更高效率的 冷卻系統。而且壓鑄模具的澆口套外置也需要設計冷卻系統,以保證澆口套內的材料也能凝固。
2 UG軟件介紹
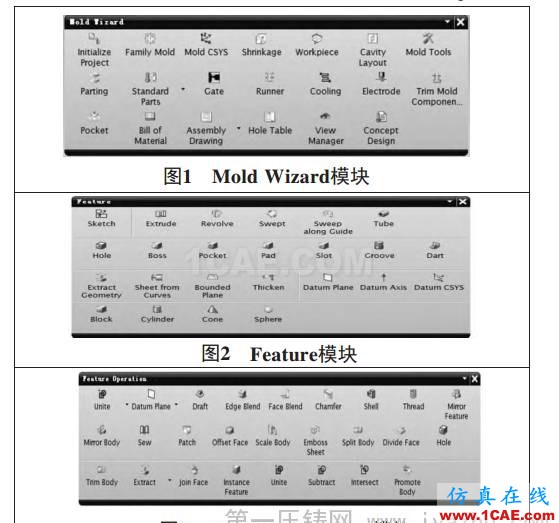
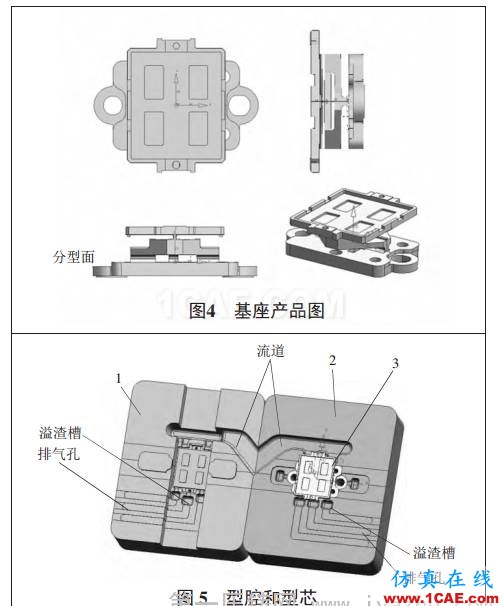
用UG軟件設計壓鑄模具主要需要3個模塊:Mord Wizard模塊(圖1)、 Feature模塊(圖2)、 Feature Operation模塊 (圖3)。
應用Mord Wizard模塊主要是對產品進行模具分析( MPV)和處理,分型以后主要應用Feature模塊和FeatureOperation模塊進行型芯、 型腔、 嵌件、 滑塊、 流道、 溢渣槽、排氣孔等后續設計,下面就一個設計案例介紹此方法。
3 設計案例
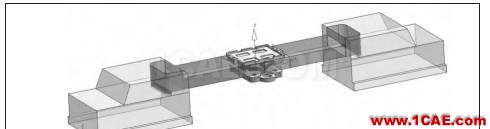
如圖4所示,該產品為一個基座,材質為鋁,收縮率為5‰,該產品在Mord Wizard模塊中經模具分析后分模面確定為下板的上表面(見圖4),上板和下板之間的部分為 一個十字結構的連接體,該部分設計為側抽芯機構成型。
該產品分型后,型芯和型腔結構見圖5所示。一般情況下流道、 溢渣槽、 排氣孔都應設計在型芯一側,但在該模具中型腔一側也設計了流道、 溢渣槽和排氣孔。 之所以采用這種結構是因為該產品上下兩部分都有面積比較大的板狀結構,如果只在型芯一側設計澆口,則容易造成在型腔內的上板填充不均勻,造成產品缺陷。這種型腔、 型芯上都設計澆注系統的模具也是不多見的。
注塑模具的澆口套只有一個部件,與注塑模具設計不同的是,壓鑄模具的澆口套分為上、 下兩部分,如圖6所示。 一般情況下需要在型芯鑲嵌件4和5上加工出流道, 液態金屬通過澆口套1進入模具后被鑲嵌件4和5上的流道導入模具型芯一側的流道,而這套模具由于在型腔一側也布置了澆口,所以在澆口套1和型腔嵌件3上也要要加工流道。
注塑模具的澆口套沒有冷卻系統,而壓鑄模具的澆口套需要設計冷卻系統,如圖6所示,冷卻液經過冷卻環2上的水嘴進入澆口套1,在澆口套上循環一周后通過另一 個水嘴流出。

產品中間的十字結構采用側抽芯成型,由于該部件為細長板狀結構考慮后期模具加工及裝配方便,該側抽芯和滑塊設計為可拆分結構,如圖7所示。
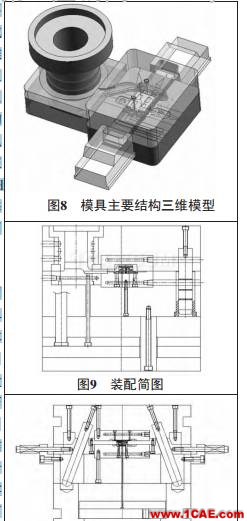
其他結構諸如成型各個孔的型芯都需要加工成型腔嵌件或型芯嵌件,UG設計完成后的模具主要結構三維模型見圖8。
至此模具主要結構已設計完成,成型部件可以由三維模型進行數控加工編程進入下一個工序,模具的其他結構及零件諸如脫模機構、 模架可以繼續在UG 中 調 用 Mold Wizard模塊進行添加,完成后的裝配簡圖見圖9和圖10。
4 結 語
模具設計既簡單也復雜,說它簡單是因為模具的基本結構都有類似之處,說它復雜是因為設計每一套模具都需要從產品結構出發,都需要按照產品結構變換模具的設計 思路,只有多看多實踐才能積累更豐富的設計經驗。
相關標簽搜索:運用UG NX設計壓鑄模具 ug nx培訓課程 UG培訓 ug模具培訓 ug視頻教程 ug設計教程 ug軟件下載 UG-autoform-dynaform仿真一體化 ug在模具建筑室內設計工業設計的應用 UG代做 UG基礎知識 Fluent、CFX流體分析 HFSS電磁分析




