
吉利汽車保險杠“薄壁”結構設計實戰案例
2016-11-30 by:CAE仿真在線 來源:互聯網
2015年非金屬材料年度報告會上,吉利汽車研究院總工程師——熊飛博士通過以吉利汽車保險杠設計的案例,講解了如何進行“薄壁結構輕量化設計”。
本文包括5大部分:
一、“薄壁”結構輕量化設計
二、材料的優化設計
三、設計方案的驗證
四、非金屬材料在汽車輕量化中應用案例
五、薄壁化設計推廣應用情況
一、“薄壁”結構輕量化設計
1.常規的設計:
常規的設計為3.0MM壁厚;
采用普通的PP滑石粉材料;
單件重量4~5kg*;

其他汽車保險杠的壁厚
2.吉利汽車保險杠問題描述:
吉利汽車前后保險杠均采用3-3.2mm等壁厚設計,重量3.5kg-5.5kg。
比國際上同類車型車型重0.3-0.5kg;
自重大帶來形變量增大;
節能減排壓力下,不符合輕量化設計原則;
采購成本壓力
3.原因分析
材料模量低:吉利在用材料模量1258-1400MP,而豐田、日產、大眾在用材料彎曲模量達2000-2400MP;日系車采用變壁厚,吉利是等壁厚;

4.薄壁化設計要解決的技術難點:
成型問題 ---充不滿、注射壓力大、成型溫度高
剛性不足 ---產品疲軟、變形
強度不夠 ----行駛中抖動、產生風噪
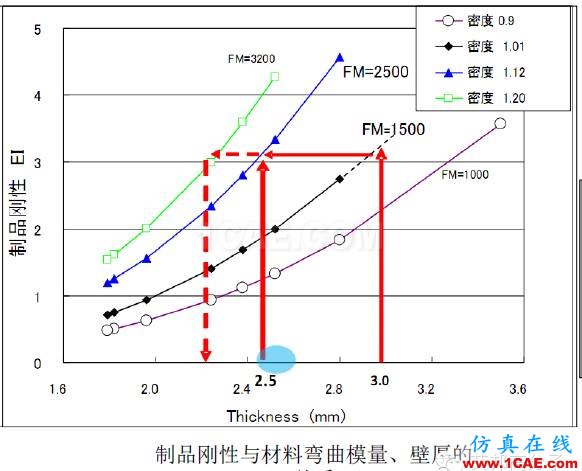
5.解決方案的技術路線:
提高材料熔體指數,增加流動性。將目前材料的融指由19g/10min提高到30-33g/10min;
提高材料彎曲模量,改善剛性。將材料的彎曲模量由1300MP提高到2000-2200MP;
變壁厚設計解決可能因減薄帶來的強度下降問題。
二、材料的優化設計

調整配方提高材料自身剛性、熔融指數,改善配方保證材料沖擊性能不降低。
三、設計方案的驗證
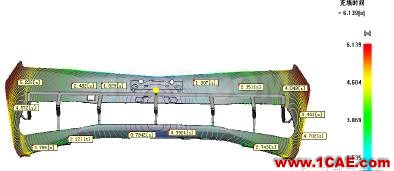
物料分布比較均勻
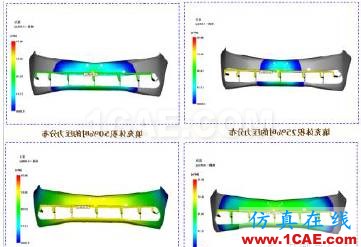
填充壓力分布均勻

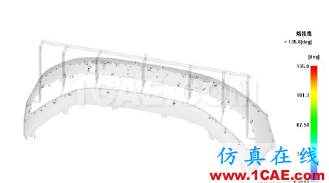
產品表面的溫度分布波動在3℃以內,表觀成型質量好
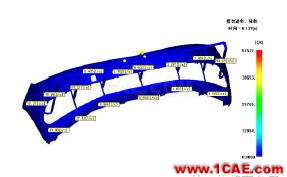
分析最大剪切速率為51537/s,小于100000/s,在允許范圍內
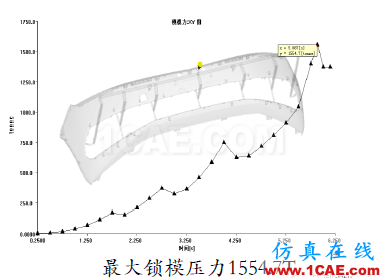
產品注射時最大鎖模力為1554.7T,在合理范圍
產品表面熔接痕不明顯,熔融溫度較高,熔接質量較好
1.成形分析
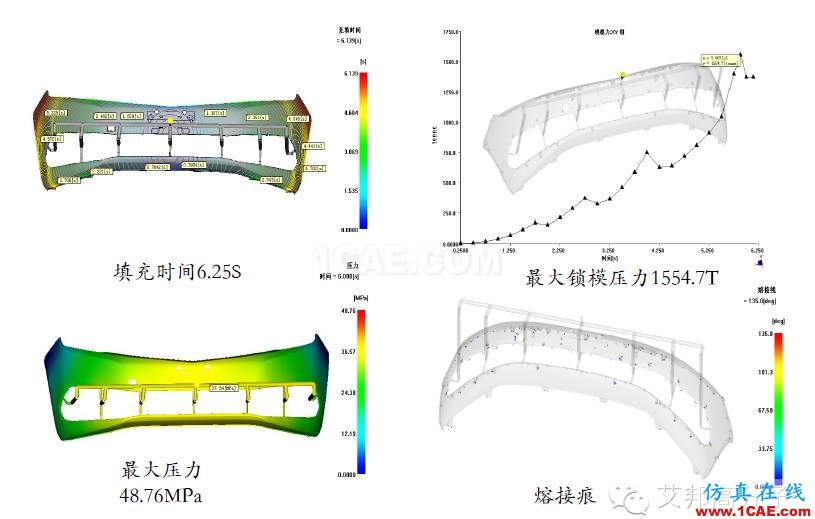
上述參數結果均滿足設計要求
2.熔接痕分析
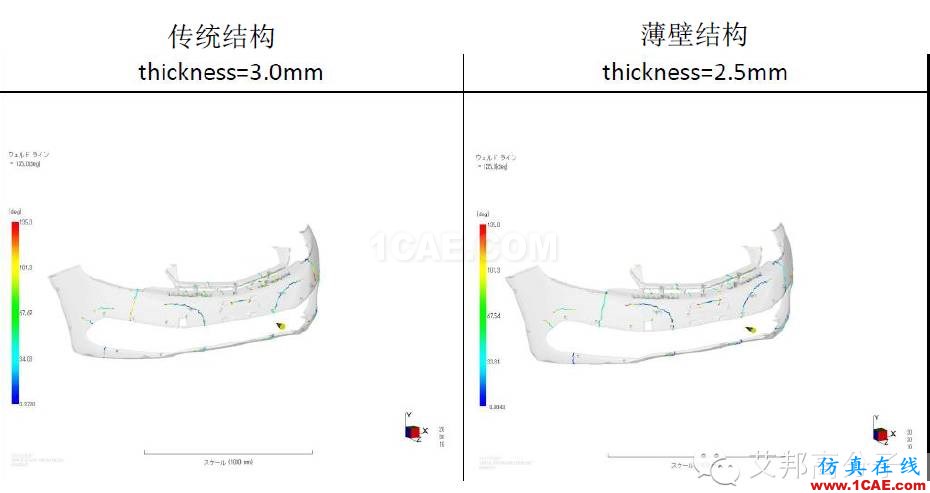 兩種結構的熔接痕模擬結果相差不大
兩種結構的熔接痕模擬結果相差不大
3.自重變形分析
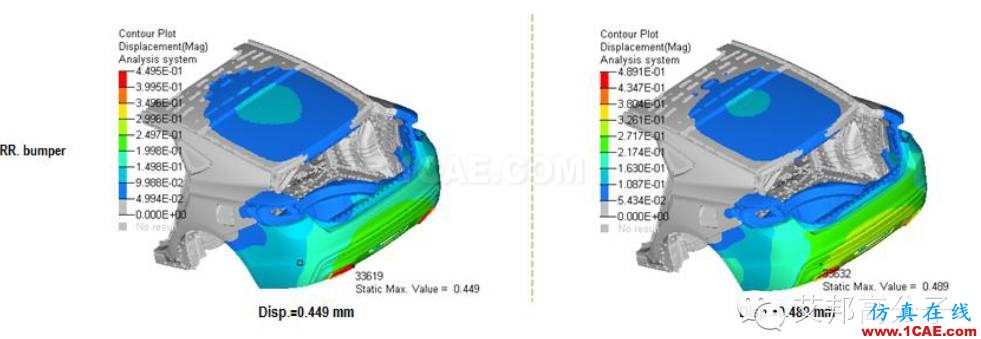
分析結果:2.5mm料厚的后保,自重形變均比2.8mm料厚小
4.采用高流動、高剛性材料按變壁厚設計的保險杠通過模流分析結果:
注射壓力50MP左右,比原來小;
成型時料流分布均勻、無充不滿熔接痕問題;
鎖模力明顯比原來低由2000噸下降到1500噸左右;
自重狀態下形變前保由1.584mm下降到1.17mm,后保由0.489mm下降到0.449mm;
材料本身剛度和韌性提高,低速碰撞好;
減重0.5kg。
四、非金屬材料在汽車輕量化中應用案例
高剛材料在KC-1和FE-5前后保上做生產驗證,產品的剛性、表面光潔度、虎皮紋等質量均優于原方案。
|
工藝參數 |
薄壁化前 |
薄壁化后 |
|
填充時間(s) |
6.191 |
6.139 |
|
流動前沿溫度(℃) |
170.6~211.1 |
193.4~220.4 |
|
注射壓力(mp) |
68.87 |
48.76 |
|
鎖模力(T) |
2069.6 |
1554.7 |
|
變形量(mm) |
1.638~10.96 |
1.724~6.183 |
注塑壓力更低、鎖模力更小,更節能
五、薄壁化設計推廣應用情況:
|
類別 |
薄壁化前 |
薄壁化后 |
效果 |
|
重量(kg) |
9.481 |
8.533 |
-0.948kg |
|
材料成本(元) |
142.2 |
128 |
-14.2 |
|
應用車型 |
吉利所有車型 |
KC-2、FE-5/7、NL-4等新車型 |
年節省2000萬元 |
通過保險杠的薄壁化設計,僅前后保險杠一項就能實現減重約1kg,降低材料成本10元,帶來較明顯的減重效果,同時還能節省采購成本。
推薦閱讀:
1.汽車內外飾成型技術之“可變模溫”
2.汽車保險杠噴涂工藝(附視頻)
3.幾張圖讓您了解汽車塑料未來趨勢!
4.全球汽車用碳纖維復合材料(CFRP)研究報告
5.汽車輕量化:“俊鋼”玻纖增強尼龍大顯身手
文章出自吉利汽車研究院總工程師熊飛
相關標簽搜索:吉利汽車保險杠“薄壁”結構設計實戰案例 機械設計培訓 機械設計課程 機械設計視頻 機械設計技術教程 機械設計資料下載 SolidWorks UG inventor軟件應用 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓




