
殼體CAE優化分析
2013-06-10 by:廣州有限元分析、培訓中心-1CAE.COM 來源:仿真在線
應用Moldflow軟件對殼體制品注射成型工藝參數進行了優化分析,模擬出制品成型過程中的最佳注塑壓力、鎖模力、模具溫度、熔體溫度、注射時間、保壓壓力和保壓時間、冷卻時間。采用該成型工藝參數結合合理的注塑模具能注塑出最佳的塑料制品。為成型過程的順利進行提供指導依據,模擬結果具有一定的理論意義及實際指導價值。
付秀娟 鄧寧 來源:萬方數據
關鍵字:模擬分析 注射成型 CAE
生產優質注塑制品涉及的因素很多。要滿足制品的使用性能要求,首先應在經濟合理和技術可行的原則下,選擇最合適的原材料、生產方式、生產設備及模具結構。這些條件確定后,工藝條件的選擇和控制就是主要考慮的因素。筆者針對天線底座制品的使用要求,對制品成型后的翹曲進行了模擬分析。制品外形如圖1所示,要求表面光潔,突出的鎖卡(見圖1)有裝配要求。該部位如果成型收縮過大,導致精度不符合要求,制品裝配時就不能被卡緊,影響使用效果。該制品要求為4級精度,其最大公差為0.45mm。因此,裝配部位要求較小的翹曲變形,以符合使用要求。
筆者在合理選用原材料、注塑機類型及模具結構的基礎上,通過運用Moldflow軟件優化注射成型工藝參數,以保證制品的鎖卡部位符合精度要求,成型的制品表面光潔及質量符合使用要求。優化出的工藝參數對于生產中工藝參數的設置具有重要的指導意義。
圖1天線底座制品不意圖
1建模
制品采用proe軟件建立三維模型導入Moldflow中,對該模型進行網格劃分及修改,確保后續分析的正確性,本網格狀態符合合理的網格劃分要求。
2模具的澆注系統及冷卻系統
利用Moldflow軟件對成型模具的澆注系統和冷卻系統進行模擬分析,優化出最佳的澆注系統類型、尺寸大小及冷卻系統排布方式,優化后的澆注系統及冷卻系統如圖2所示。澆注系統采用從頂桿進料的潛伏式澆口,一模兩腔,由于是對稱結構,圖2只示出一半結構。冷卻系統為型芯和型腔同時進行冷卻的方式。
圖2澆注系統及冷卻系統設置不惹圖
3 成型工藝參數的優化
制品的設計、模具結構設計及成型工藝參數的設置是否合理直接影響成型制品的質量。對于該制品,壁厚要設計均勻,使壁厚在塑料成型的正常范圍內,符合設計要求;對于模具而言,通過模擬分析,設定了最佳澆注系統的類型及位置,建立了合理的冷卻系統。因此影響制品質量的主要因素是成型工藝參數的設置。
質量較好的塑料制品應該是表面無明顯熔接痕、無氣泡、無翹曲,關鍵尺寸符合要求。在該制品的填充分析中,熔接痕的位置及大小如圖3中的黑線所示。由圖3可見,熔接痕不在制品的受力部位且熔體在充填過程中溫度下降較少(溫度下降示意圖如圖4所示),約2.8℃,遠遠高于原材料的熔融溫度。這表明在制品表面不會產生明顯的熔接痕,且熔接痕的強度較高。圖5中以橢圓形標注的位置為氣穴產生的位置。通過對填充過程中氣穴的模擬分析可以看出,氣穴多出現在模具的分型面附近,可以很容易通過模具間隙排出,不會在制品內部形成氣泡。由此可見,合理控制制品的翹曲變形是得到合格制品的前提。成型工藝參數的設置對制品的翹曲變形有重要影響。因此,在分析翹曲變形的基礎上,優化出合理的成型工藝參數可制得符合精度要求的塑料制品。

圖3熔接痕模擬圖
圖4熔體流動前沿溫度模擬圖

圖5 氣穴模擬圖
3.1翹曲模擬分析
在保證完全充滿型腔的情況下,翹曲分析設置的工藝參數為:熔體溫度235℃,模溫60℃。得出的翹曲模擬結果如圖6所示。由圖6可知,綜合因素影響下的制品總翹曲變形量為0. 459 0 mm,不能滿足尺寸精度公差0. 45 mm的要求。圖7、圖8分別為由冷卻、收縮造成的翹曲變形模擬圖。
從圖7可以看到,冷卻因素影響下的變形量為##,這表明冷卻因素不是引起變形的主要原因;從圖8可以看到,收縮因素影響下的制品變形量為0. 4590 mm,這表明制品的翹曲變形基本上都是由于收縮引起的。而分子定向因素引起的制品變形量為0(未示出),對制品的總體形變不產生影響。因此主要從減小制品的成型收縮率來降低翹曲變形,保證制品的尺寸精度,將翹曲變形控制在允許的范圍內。
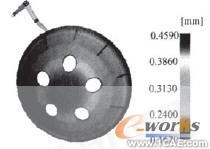
圖6總翹曲變形模擬圖

圖7冷卻引起的翹曲變形

圖8收縮引起的翹曲變形
3. 2工藝參數優化
制品的翹曲主要由于冷卻后的收縮引起的,注射成型過程中增大保壓壓力和延長保壓時間可以明顯減少收縮。因此需要修改工藝參數以保證得到符合精度要求的制品。筆者主要通過修改保壓壓力來減少收縮量,獲得合格的制品,由此得出最佳成型工藝參數。表1列出設置的工藝參數。其中保壓壓力的設置如圖9所示。采用保壓壓力與螺桿VlP轉換點的填充壓力相關聯的曲線控制方法,當填充量達到充滿型腔的90%時,剩余的熔料在保壓壓力(其值大小為填充90%時的型腔壓力)作用下充人型腔,以與填充90%時的型腔壓力相等的保壓壓力保壓10s,然后在5s,內降低保壓壓力至零。
表1 注射成型工藝參數一覽表
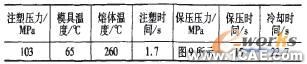
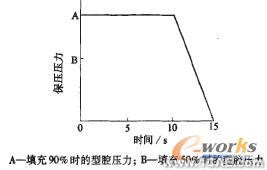
圖9保壓壓力一時間曲線

圖10優化注塑工藝參數下制品總體翹曲結果
圖10為選用表l所列工藝參數進行注射成型得出的翹曲模擬結果。由圖10可知,制品的最大翹曲量為0.4342 mm,小于制品允許的最大尺寸公差0.45mm,能夠滿足尺寸精度要求,該工藝參數的設置符合要求。
4結論
(1)通過翹曲分析,得出影響制品翹曲的主要因素為收縮,改變保壓條件解決了該翹曲問題,得出了最佳工藝參數值,為注射成型工藝參數的選用提供了可靠的理論依據。
(2)采用優化出的邊緣澆注系統和冷卻系統,選用優化的成型工藝參數,可以得出符合尺寸精度要求的制品。
(3)使用Moldtlow通過對翹血的模擬分析,有助于工藝人員從本質上找出缺陷產生的原因,并提出消除制品缺陷的對策與方法。
相關標簽搜索:殼體CAE優化分析 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 Autoform培訓 有限元培訓 Solidworks培訓 UG模具培訓 PROE培訓 運動仿真




