
花灑面板注射模優化設計
2013-06-06 by:廣州有限元分析、培訓中心-1CAE.COM 來源:仿真在線
借助CAE技術對花灑面板注射模的澆注系統和冷卻系統進行優化設計和模擬驗證.克服了表面變形,保證了出水孔的圓度和位置度.采用變斜度斜頂桿頂出機構,避免了斜頂桿頭部的磨損,提高了模具壽命.生產實踐表明,模具結構合理,生產效率高,所生產的塑件可以滿足質量要求.
葛曉宏 黃紅武 李輝 楊輝煌 劉亞丹 來源:萬方數據
關鍵字:注射模 CAE 澆注系統 冷卻系統 斜頂桿機構
1塑件結構分析
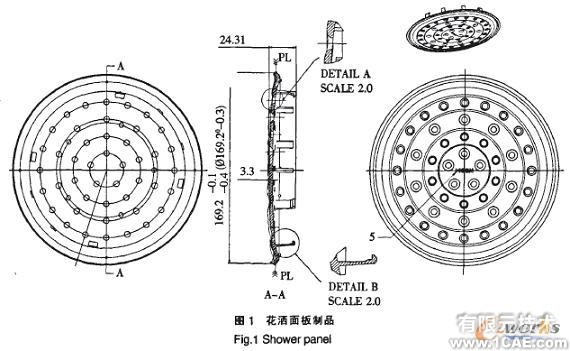
衛浴花灑面板如圖1所示.材料為ABS,重量71 g.該產品呈盤形狀,直徑大,制品壁厚小且不均勻,表面均布細孔,外表面中心有凸字,內表面有內扣、定位筋.產品將與半球形本體配合,邊緣圓周平面度要求高;為保證出水均勻,對水孔的圓度及位置度,提出了很高的要求;外觀要求不能有縮孔、熔接痕、脫模痕,不能有劃傷、變形、飛邊;保持塑件外表面光整,達到公司A級標準,供電鍍.
2模具結構設計
2.1澆注系統設計
2.1.1澆注系統方案確定
該制品為薄壁盤形類產品,對正面外觀要求高,此類型產品一般為反面大水13進膠,但制品底部有內扣和筋條,若設計成反面進膠,模具結構復雜,難于實現.從正面進膠,澆口位置應避免位于外觀面上,且應盡量靠近制品中心.綜合考慮產品外觀質量要求、熔體流動性、模具結構等因素,該制品的澆注系統擬采用點澆口形式,澆口設置在靠近制品中心的某孔內,并在此孔中心搭接一薄片至產品背面作為為進澆位置,因此具有以下特點:
1)近中心進膠,熔體流動均勻,填充迅速,模具結構比較簡單,動作可靠;
2)點澆口位置不直接位于制品之上,確保了塑件的表面質量,脫模時澆口處自動拉斷,提高了生產效率.
2.1.2澆注系統CAE驗證
借助CAE(Computer Aided Engineering)技術對該方案進行模擬分析,從熔體流動狀況、溫度分布、剪切速率分布和制品變形情況等方面驗證該方案的可行性.
1)塑料填充過程模擬
塑料填充過程如圖2所示.從中可看出,從正面近中心直接進膠,熔體均勻向四周流動,填充進展順利.由于未從正中心進膠,造成進膠有點不平衡(相差0.7 s左右),但仍處于可接受范圍之內.

2)料流溫度分布
塑料填充完成后,從正面和背面觀察到的料流溫度分布如圖3(a)和(b)所示.其中,最高溫度為271.2°C,最低溫度為211.1°C,均處于材料推薦使用的溫度范圍之內(推薦使用溫度:200-280°C),不會造成短射和冷膠現象,從而獲得較好的表面質量.

3)最大剪切速率分布
剪切速率分布圖如圖4(a)和(b)所示.從中可以看出最大剪切速率出現在澆口處,數值為6 057.6(1/s),遠低于材料允許的最大剪切速率值50 000(1/s),因此材料不會發生降解現象.

4)制品變形情況
制品注塑成型后的變形量如圖5(a)和(b)所示.從(a)中可以看出制品變形趨勢四周邊緣下移.最大變形量為0.871 4 mm,發生在背面內扣頂端處,此處為懸臂結構,且懸臂長度較長,達到17 mm,容易造成冷卻后產生變形,因此在該部位應加強模具冷卻和在產品結構上設計反變形0.5 mm.

對于花灑表面的變形量很小,。最外沿相對中心的變形量只有0.05 mm,因此對直徑為5 mm表面小孔的圓度和位置度無明顯影響。
通過對以上幾點因素的分析,可以看出該澆注系統方案能滿足外觀質量、熔體流動均勻、模具結構簡單的要求.
2.2冷卻系統的設計
2.2.1 冷卻系統方案確定
為了減少變形和提高冷卻效率,定模采用單回路雙圈環形水路,動模采用雙回路環形水路,動模溫度比定模低2-3°C.冷卻水路直接開設在動、定模鑲件上,提高冷卻效果和密封性.水路分布情況如圖6所示.

2.2.2冷卻系統CAE驗證
為驗證冷卻系統方案的可行性,將該方案與普通的直排水路方案就從制品冷卻時間和溫度分布兩方面進行對比.
1)制品冷卻時間
如圖7中(a)和(b)為兩種方案的冷卻時間圖.其中(a)為環形水路,其凝固時間為28..58 s;(b)為直排水路,其凝固時間為31.66 s.環形水路的冷卻時間短.

2)制品溫度分布
圖8為制品冷卻后的制品溫度分布圖.比較兩種水路方案中制品同位置上的溫度可以看出,環形水路方案能更好地降低制品的體溫度,提高冷卻效率.從以上表征冷卻系統效果好壞的兩個關鍵因素,看出環形水路方案冷卻效率高,制品冷卻效果好。

2.3模具結構總裝圖及工作原理
2.3.1模具結構總裝圖
采用三板式模具結構形式,一模一腔,內扣脫模采用斜頂桿頂出.為了減少斜頂桿頭部的磨損,避免產生毛邊,設計成變斜度的結構形式,頭部斜度比頂桿主體大3。.斜頂桿機構簡圖及模具總裝圖,如圖9所示.

2.3.2模具工作原理
開模時,由于尼龍拉釘和拉料釘的作用,在分型面II處分型,動模部分和定模板后退直到拉桿行程末端限位;接著在分型面I處分型,水口推板、定模板和動模部分后退直到限位柱限位,澆注系統凝料從澆口套中被拉出,自動掉下;最后動、定模從分型面III處分開;頂出油缸動作,斜頂桿機構將制品頂出.再合模,頂出機構復位,進入下個成型周期.
3 結論
經批量生產驗證,CAE優化后的模具設計方案合理,變斜度頂出機構壽命長,35萬模次后仍未產生毛邊;近中心點澆I:1進膠,多圈環形水路冷卻效果好,制品變形量小,表面小孔圓度和位置度經檢驗都滿足質量指標,電鍍后的外觀達到客戶要求.按此結構模型推廣應用到同類型的六角形的、八角形的以及尺寸更大的花灑面板,實際應用效果良好.
相關標簽搜索:花灑面板注射模優化設計 Ansys有限元培訓 Ansys workbench培訓 ansys視頻教程 ansys workbench教程 ansys APDL經典教程 ansys資料下載 ansys技術咨詢 ansys基礎知識 ansys代做 Fluent、CFX流體分析 HFSS電磁分析 Abaqus培訓




